Curado de recubrimiento LED UV: Elegir la lámpara adecuada


Elegir la lámpara LED UV adecuada para el curado del recubrimiento depende principalmente de que la longitud de onda de la lámpara (normalmente 365nm, 385nm, 395nm o 405nm) coincida con el perfil fotoiniciador de tu recubrimiento. Un desajuste aquí conduce a curados superficiales incompletos o a una mala adhesión. Más allá de la longitud de onda, debes calcular la irradiancia (intensidad) necesaria para penetrar el grosor del recubrimiento y la densidad energética (dosis) necesaria para la velocidad de la cinta transportadora. Para aplicaciones industriales, la elección entre sistemas refrigerados por aire y refrigerados por agua también es fundamental para mantener una producción estable durante largas producciones. Conseguir este equilibrio garantiza eficiencia energética y un acabado consistente y de alta calidad.
¿Qué define a la lámpara LED UV "adecuada"?
Seleccionar un sistema de curado no consiste solo en comprar la luz más potente; se trata de compatibilidad química y física. La lámpara "adecuada" apunta efectivamente a los fotoiniciadores en tu formulación específica de UV LED Curado para Recubrimientos sin dañar el sustrato.
Compatibilidad de longitud de onda (La coincidencia nanómetro)
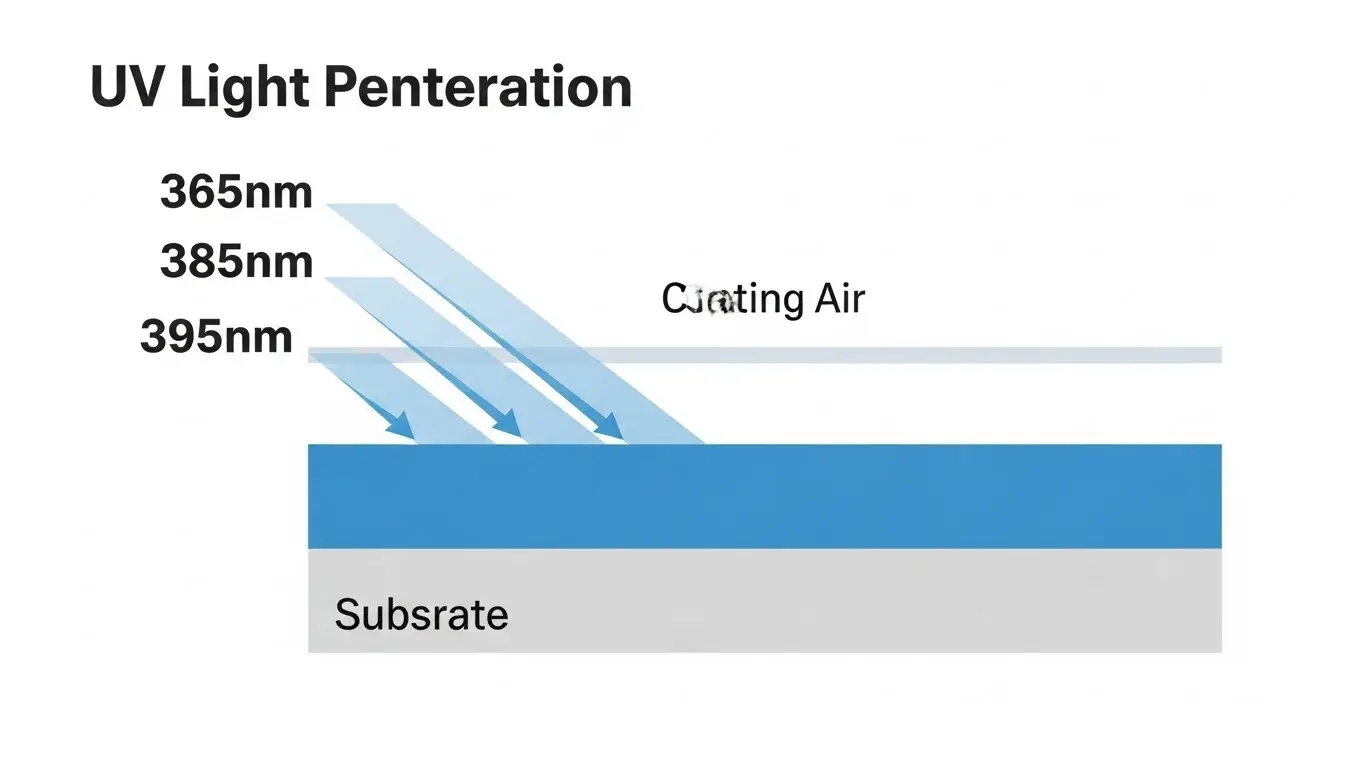
Las lámparas LED UV emiten una banda estrecha de energía, a diferencia de las lámparas de arco de mercurio de amplio espectro.
- 365nm: ideal para recubrimientos gruesos y curado profundo porque penetra mejor. Sin embargo, estos LEDs suelen ser más caros y menos eficientes.
- 395nm: El estándar de la industria. Ofrece la máxima intensidad y eficiencia, lo que la hace perfecta para recubrimientos generales y líneas de alta velocidad.
- 405nm: A menudo utilizado para aplicaciones específicas de curado superficial o fabricación aditiva especializada.
Consejo profesional: Revisa siempre el pico de absorción del fotoiniciador de tu recubrimiento. Si tu recubrimiento está formulado para una lámpara de mercurio (espectro amplio), puede que no cure parcialmente o en absoluto con una lámpara LED de 395nm a menos que se reformule.
Irradiancia vs. Densidad de energía
- Irradiancia (W/cm²): Esta es la intensidad de la luz que impacta en la superficie. Es necesaria una alta irradiancia para "perforar" recubrimientos pigmentados o gruesos y asegurar la adhesión en la capa inferior.
- Densidad de energía (J/cm²): Esta es la cantidad total de energía entregada a lo largo del tiempo. Está determinado por la irradiancia y la velocidad de la cinta transportadora.
Si se trata de telarañas de movimiento rápido, necesitas un pico de irradiancia alto para alcanzar la dosis requerida en una fracción de segundo.
Optimización para sustratos y gestión de calor
Una de las mayores ventajas de la tecnología LED UV es la reducción del calor infrarrojo, lo que permite procesar materiales delicados.
Manipulación de materiales sensibles al calor
Aunque los LEDs funcionan más fríos que las lámparas de mercurio, la energía ultravioleta en sí misma sigue generando energía térmica al absorberlos. Para películas finas o fundas retrácteles, gestionar esta salida es fundamental.
- Funcionamiento pulsado: Algunas lámparas pueden ser pulsadas para reducir la acumulación de calor.
- Control de distancia: Ajustar la distancia al sustrato afecta tanto al calor como a la irradiancia.
Para profundizar en la gestión de la salida térmica en materiales delicados, consulta nuestra guía sobre Curado UV con LED para sustratos sensibles al calor: mejores prácticas.
Curing on Plastics and Film
Al trabajar con sustratos no porosos como películas plásticas, la tensión superficial y el nivel de curado son fundamentales. Un curado excesivo puede causar fragilidad, mientras que un curado insuficiente conduce a la delaminación.
- Inhibición del oxígeno: La pegajosidad superficial es un problema común en los plásticos. Una mayor irradiancia en la superficie o el uso de una longitud de onda específica (como 395nm) suele ayudar a superar la inhibición del oxígeno.
- Flexibilidad: Asegúrate de que la lámpara proporciona un curado que mantenga la flexibilidad natural de la película.
Aprende más sobre técnicas específicas para sustratos flexibles en nuestro artículo: Cómo curar recubrimientos en película plástica con LED UV.
La gente también pregunta
¿Cuál es la diferencia entre el curado UV de 365nm y 395nm?
La principal diferencia es la penetración y la eficiencia. 365nm penetra más profundamente en capas gruesas o pigmentadas, pero es menos eficiente energéticamente. 395nm es más eficiente, ofrece mayor intensidad y es más barato, pero generalmente es más adecuado para curado superficial y recubrimientos más transparentes.
¿Pueden las lámparas LED UV curar recubrimientos UV estándar?
No siempre. Los recubrimientos UV estándar suelen formularse para el amplio espectro de lámparas de mercurio. Para usar un LED UV, debes asegurarte de que el recubrimiento contenga fotoiniciadores que reaccionen específicamente a la estrecha longitud de onda del LED (normalmente 395nm).
¿Cuánto duran las lámparas de curado UV LED?
Las lámparas LED UV suelen durar entre 20.000 y 30.000 horas de funcionamiento. Como pueden encenderse y apagarse instantáneamente (a diferencia de las lámparas de mercurio, que necesitan tiempo de calentamiento), su vida útil efectiva de producción es significativamente mayor de lo que sugieren las horas nominales.
Configuración del sistema: Refrigeración e integración
Sistemas refrigerados por aire vs. sistemas refrigerados por agua
El entorno de producción dicta el método de enfriamiento.
Validando tu cura
Una vez que has seleccionado una lámpara, la validación es innegociable. No puedes fiarte únicamente de la inspección visual.
- La prueba de torsión del pulgar: Una comprobación manual básica para detectar la adherencia superficial.
- Adhesión en tramado cruzado: crucial para asegurar que el recubrimiento se haya adherido al sustrato.
- Prueba de roce con disolvente: Verifica la resistencia química.
Para un protocolo completo de prueba, lee Cómo probar la calidad de curado del recubrimiento UV (adhesión, roce, ancla).
Resolución de problemas comunes
Incluso con la lámpara adecuada, las cosas pueden salir mal. Si notas pegajosidad o mala adherencia, revisa la distancia de trabajo. Los LEDs tienen un punto focal; estar demasiado lejos reduce drásticamente la irradiancia. Además, asegúrate de que la ventana de la lámpara esté limpia: la niebla o el polvo pueden bloquear la energía UV.
Si experimentas capas inferiores blandas, tu longitud de onda puede ser demasiado corta (incapaz de penetrar) o tu intensidad demasiado baja. Consulta nuestra guía sobre Qué causa la curación incompleta en recubrimientos UV (y cómo solucionarlo) para pasos detallados de solución de problemas.
Preguntas frecuentes
¿Las lámparas LED UV producen ozono?
No, las lámparas LED UV no producen ozono. El ozono se genera por UV de onda corta (por debajo de 240nm), que está presente en las lámparas de mercurio pero está ausente en el espectro estrecho de los LEDs UVA. Esto elimina la necesidad de sistemas de escape costosos.
¿Puedo adaptar una máquina existente con LED UV?
Sí, la adaptación es común. Los cabezales LED UV suelen ser más compactos que los sistemas de arco de mercurio. Sin embargo, debes actualizar la fuente de alimentación y asegurarte de que el PLC de la máquina pueda comunicarse con el nuevo controlador LED.
¿Siempre es mejor una irradiancia más alta?
No. Una irradiancia excesiva puede dañar sustratos sensibles al calor o causar "despielamiento", donde la superficie se cura tan rápido que atrapa el recubrimiento líquido debajo. El objetivo es la irradiancia óptima para tu química específica.
¿Cuánta energía puedo ahorrar cambiando a LED UV?
Los fabricantes suelen ver ahorros energéticos del 50% al 70%. Esto se debe a la mayor eficiencia del LED y a la capacidad de apagar las lámparas instantáneamente cada vez que la línea de producción se detiene.
Puntos clave
- Ajusta la longitud de onda: Asegúrate de que la longitud de onda de tu lámpara (por ejemplo, 395nm) coincida con los fotoiniciadores del recubrimiento.
- Calcular la irradiancia: Los recubrimientos de alta velocidad y gruesos requieren una irradiancia máxima (W/cm²) más alta para un curado completo.
- Gestionar el calor: Utilizar sistemas refrigerados por agua para una salida estable y de alta intensidad, especialmente en líneas rápidas; usar sistemas refrigerados por aire para configuraciones más sencillas.
- Valida el proceso: Prueba regularmente la calidad del curado usando pruebas de adhesión y roce para asegurarte de que el rendimiento de la lámpara no ha cambiado de calidad.
Conclusión
Elegir la lámpara de curado de recubrimientos UV LED adecuada es un equilibrio entre química, física y logística de producción. Al centrarte en la compatibilidad de longitudes de onda y la densidad energética adecuada, puedes lograr un curado más rápido y consistente, reduciendo tu huella energética.
¿Listo para optimizar tu proceso de curado? Contáctanos hoy mismo para hablar sobre qué configuración de LED UV se adapta a tu línea de producción específica.
Share on Social:


