Problemas comunes de curado UV con LED en Flexo (y soluciones)


Cambiar a o optimizar problemas comunes de curado UV LED en flexo no consiste solo en cambiar lámparas; se trata de dominar una nueva química y equilibrio energético. Aunque el curado LED ofrece una consistencia y ahorro energético revolucionarios, presenta desafíos únicos como la inhibición del ogénito y desajustes espectrales que pueden frenar tu prensa.
Si tienes problemas con superficies pegajosas, mala adhesión o olores misteriosos, no estás solo. Esta guía profundiza en los obstáculos más frecuentes a los que se enfrentan las impresoras flexo con los sistemas UV LED y ofrece soluciones prácticas y probadas para que tu producción vuelva a la velocidad.
¿Por qué mi superficie de tinta sigue pegajosa (inhibición del oxígeno)?
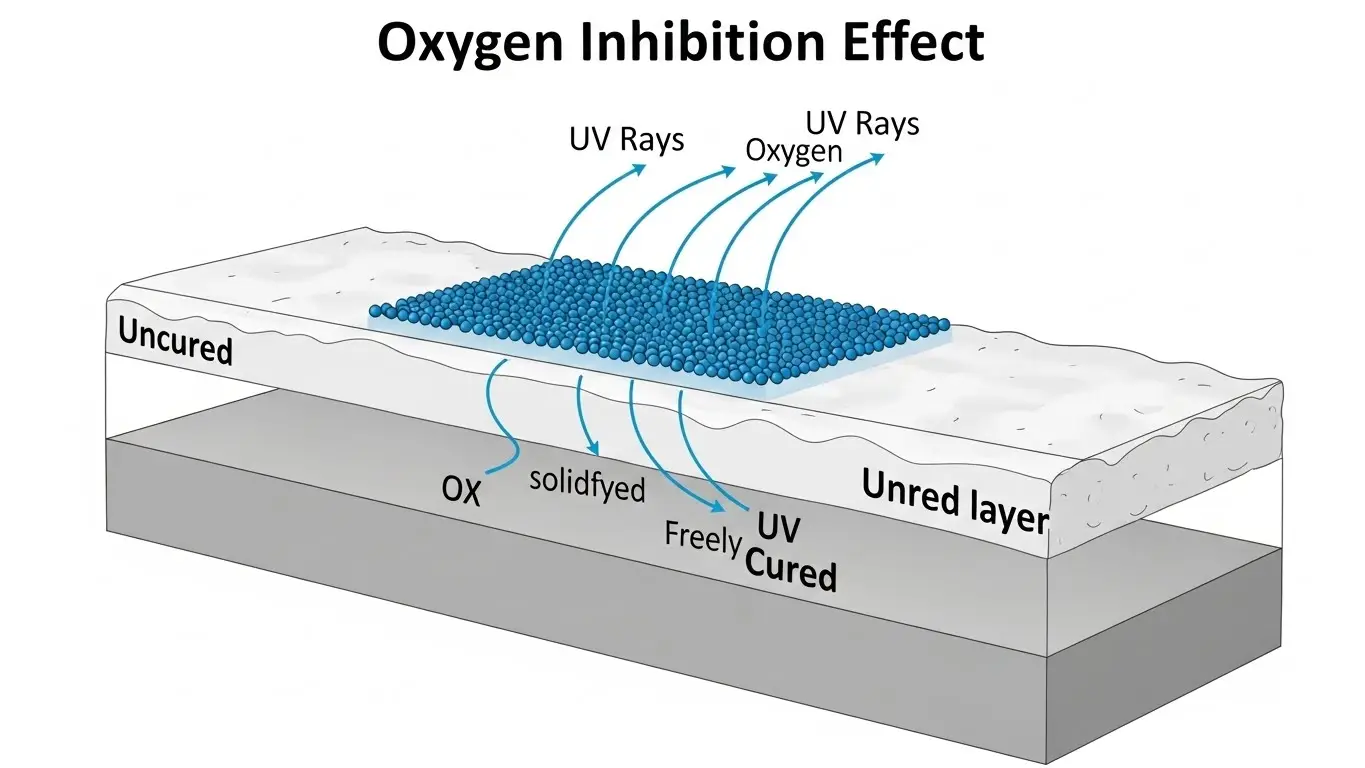
La respuesta: La pegajosidad superficial ocurre cuando el osígeno atmosférico bloquea la reacción de curado en la parte superior de la película de tinta, un fenómeno conocido como inhibición del ogénigeno. Para solucionar esto, aumenta la irradiancia de pico del LED para atravesar la barrera de oído, utiliza sistemas de inercia de nitrógeno o cambia a tintas formuladas específicamente con "potenciadores LED" o sinergistas de aminas para consumir oxígeno superficial.
La inmersión profunda: Superando la "Trampa de Aire"
Uno de los problemas más frustrantes de curado UV con LED en flexo es arrancar una telaraña de la prensa que parece curada pero se siente pegajosa al tacto. En el curado tradicional con mercurio, el calor inmenso y los rayos UV de amplio espectro (incluyendo UVC de onda corta) ayudan naturalmente a sellar la superficie. Las lámparas LED, que normalmente emiten bandas UVA estrechas (como 395nm), no tienen esa longitud de onda UVC de "sellado superficial
".La inhibición del ogénigeno ocurre porque las moléculas de oxígeno están dispuestas a reaccionar con los radicales libres que generan tus fotoiniciadores. Si el ogénito llega antes de que se forme la cadena polimérica, la reacción se detiene por completo, dejando una capa de monómeros húmedos y sin curar encima.
Soluciones accionables:
- Aumenta la irradiancia pico: Asegúrate de que tu matriz LED esté configurada a una alta intensidad (W/cm²). La alta densidad de potencia crea una "inundación" de radicales libres que superan en número a las moléculas de osígeno, forzando la curación a su finalización.
- Comprueba la distancia de la lámpara: la intensidad del LED disminuye estrictamente con la distancia. Asegúrate de que las cabezas de las lámparas estén montadas lo más cerca posible de la tela (a menudo entre 10 y 20 mm) para maximizar la energía superficial.
- Cámaras de inerción: Para aplicaciones de alta gama como envases de alimentos, considera la inertización por nitrógeno. Esto desplaza el osígeno alrededor de la red, permitiendo una curación perfecta e instantánea sin necesidad de fotoiniciadores agresivos.
- Revisión de la formulación de tinta: Asegúrate de usar tintas diseñadas para LED. Las tintas UV estándar pueden no tener el paquete fotoiniciador adecuado para combatir la inhibición del osígeno solo bajo luz UVA.
Consejo profesional: Si notas este problema principalmente en tintas blancas o zonas con mucha cobertura, puede que estés lidiando con dispersión de luz. UV El curado de LED para Flexo y Etiquetassuele requerir ajustes específicos para colores de alta opacidad.
¿Qué longitud de onda es mejor para tintas UV flexo?
La respuesta: La longitud de onda estándar de la industria para tintas flexo UV es 395nm. Esta longitud de onda ofrece el mejor equilibrio entre penetración profunda para el curado completo de capas gruesas de tinta y suficiente energía para el curado general. Mientras que 365nm y 385nm se utilizan para aplicaciones superficiales específicas o barnizes, 395nm es el caballo de batalla versátil para la mayoría de tintas flexo de colores.
La inmersión profunda: Emparejando la luz con la química
Una discrepancia entre la salida de tu lámpara LED y el perfil de absorción del fotoiniciador de la tinta es un asesino silencioso de la producción. A diferencia de las lámparas de mercurio que disparan por todo el espectro, los LED son precisos. Si tu tinta está diseñada para reaccionar a 365nm pero tu lámpara emite a 395nm, la tinta simplemente no se curará, por muy despacio que lleves la prensa.
Ruptura de longitudes de onda:
- 395 nm: El "estándar de oro" para flexo. Penetra profundamente en los pigmentos (especialmente colores oscuros como el negro y el azul) para asegurar la adhesión a nivel del sustrato.
- 385nm: A veces se prefiere para barnices, adhesivos o blancos donde se necesita un poco más de poder de curado superficial sin el riesgo de amarilamiento de longitudes de onda más bajas.
- 365nm: Rara vez se usa para tintas flexo generales debido a la menor intensidad de salida de los LEDs en esta banda, pero excelente para adhesivos especializados específicos.
Pasos para solucionar problemas:
- Audita tus tintas: Solicita la "Curva de Absorción Espectral" a tu proveedor de tinta.
- Verifica las especificaciones de la lámpara: Comprueba la salida máxima de tu matriz LED.
- La prueba "azul": Si tus tintas azules o negras se arrugan o se descascan (mala curación directa), tu longitud de onda puede ser demasiado corta (por ejemplo, intentando curar pigmento profundo con 365nm) o tu intensidad es demasiado baja.
Para un desglose detallado sobre cómo seleccionar el espectro adecuado, lee más en ¿Qué longitud de onda es la mejor para tintas UV flexo?.
¿Cómo elimino el olor en las impresiones flexo UV?
La respuesta: El olor en las impresiones UV casi siempre es causado por monómeros sin curar atrapados dentro de la película de tinta o productos de descomposición de los fotoiniciadores. Para reducir el olor, asegura un "curado completo" optimizando la dosis UV (ralentizando la prensa o aumentando potencia) y cambiando a tintas de "baja migración" (LM) diseñadas para envases alimentarios que utilizan fotoiniciadores de alto peso molecular.
La inmersión profunda: El olor del fracaso (literalmente)
En el mundo del envasado—especialmente en alimentos y bebidas—el olor es un criterio de rechazo. Si un cliente se queja de un "olor químico", normalmente significa que la tinta no se ha polimerizado al 100%. Esos componentes líquidos sobrantes migran hacia fuera y se liberan.
Causas comunes del olor:
- Incurado: La parte inferior de la capa de tinta sigue líquida.
- Sobrecurado (térmico): Aunque es raro en LED, la intensidad extrema en sustratos sensibles puede degradar a veces los componentes del recubrimiento.
- Fotoiniciadores incorrectos: Algunos fotoiniciadores de propósito general producen subproductos (como el benzaldehído) que tienen un olor característico a almendra o químico.
La lista de comprobación para arreglar:
| Solución | |
| de problemas Monómeros residuales | aumentan la dosis UV (mJ/cm²). Más energía asegura que todos los monómeros reaccionen. |
| Ventilación | , revisa la extracción de aire en la prensa. Incluso con LEDs, el ozono (raro) o los vapores de tinta necesitan eliminarse. |
| Tipo de tinta | : Cambiar a tintas de la serie de bajo olor/baja migración (LM). |
| Objetivos LED con reflectores/lentes | que limpian la suciedad. El vidrio sucio bloquea la energía UV, lo que provoca un curado insuficiente. |
Descubre más sobre protocolos específicos para envases sensibles en nuestra guía: Cómo reducir el olor en tintas UV Flexo con curado LED.
¿Cómo puedo mejorar la adhesión al cure en carreras a alta velocidad?
La respuesta: Una mala adhesión a altas velocidades normalmente significa que la tinta no recibe una dosis total suficiente de UV (Tiempo x Intensidad). Para solucionar esto sin ralentizar, debes aumentar el tiempo de permanencia usando matrices LED más anchas (o varias filas de matrices) o aumentar la irradiancia máxima para acelerar la reacción dentro de la ventana de exposición limitada.
La inmersión profunda: La ecuación velocidad vs. dosis
La velocidad es dinero en flexo. Pero a medida que subes a 500, 600 o 800 fpm, la web pasa una fracción de segundo bajo la lámpara. Si tu sistema LED está dimensionado para 300 fpm, inevitablemente llegarás a un "techo de curado".
Por qué falla la adhesión a velocidad:
A altas velocidades, la tinta recibe una intensidad alta (irradiancia máxima), pero no con suficiente energía total (densidad/dosis energética). Los fotoiniciadores inician la reacción, pero la red sale de la zona de curado antes de que las cadenas poliméricas puedan encruzarse firmemente con el sustrato. Esto da como resultado una tinta que pasa la prueba de "giro del pulgar" pero no pasa la prueba de cinta.
Estrategias para el curado a alta velocidad:
- Tratamiento contra el coronavirus: Nunca te saltes esto. Las altas velocidades requieren mayor energía superficial sobre el sustrato (apunta a 42+ dynes) para ayudar a que la tinta se humedece y agarre al instante.
- Alimentación de la lámpara: ¿Tus LEDs funcionan al 100%? Si ya estás al límite y no superas las pruebas de adhesión, necesitas más hardware—específicamente, cabezales de lámpara físicamente más anchos (por ejemplo, pasar de una ventana de 20mm a una de 40mm) para duplicar el tiempo de exposición a la misma velocidad.
- Fondos reflectantes: asegúrate de que el sustrato no absorba la luz UV. Para etiquetas transparentes sobre transparentes, asegúrate de tener una trampa de luz o reflector para maximizar la eficiencia de los fotones.
Para técnicas avanzadas para mantener el rendimiento, consulta Cómo mejorar el curado en la impresión web de alta velocidad.
¿Por qué mi tinta se arruga o "se despega la naranja"?
La respuesta: El arrugamiento ocurre cuando la superficie de la tinta se cura significativamente más rápido que el cuerpo (inferior) de la película de tinta. Esto crea una "piel" endurecida que se desplaza sobre la tinta líquida que hay debajo. Se debe a una intensidad superficial excesiva en relación con la profundidad de penetración, o a películas de tinta demasiado gruesas (anilox de BCM alto).
La inmersión profunda: El efecto "Skinning"
Esto es un problema clásico al imprimir capas pesadas, como blancos opacos o platas metálicas. El pigmento bloquea la luz UV para que no llegue al fondo. El LED cura la parte superior al instante, pero la inferior permanece blanda. A medida que la parte inferior finalmente se cura (o se mueve), la piel superior se dobla, creando una textura similar a la de una cáscara de naranja.
Acciones correctivas:
- Baja el BCM: Usa un rollo anilox de menor volumen para aplicar una película de tinta más fina. El UV LED es eficiente, pero no puede desafiar la física; Las capas opacas gruesas son difíciles de penetrar.
- Ajustar enfoque/potencia: Paradójicamente, bajar ligeramente la intensidad máxima a veces puede ayudar. Evita que la superficie se "cierre de golpe" al instante, permitiendo que los fotones penetren más profundo antes de que los selladores superiores se cierren.
- Estaciones de impresión: Divide el color intenso en dos estaciones. Es mejor imprimir-curar-imprimir-curar dos capas finas de blanco que intentar pasar a ras de una sola capa gruesa.
Lista de verificación resumida: Solución de problemas LED UV
Utiliza esta tabla de referencia rápida para diagnosticar tus problemas de prensa sobre la marcha.
| Síntoma | Probable culpable | Inmediata |
| Fijación Superficial Pegajosa | Inhibición de oxígeno | Aumentar potencia; Comprueba la altura de la lámpara; Añade nitrógeno. |
| Mala adhesión (fallo de la cinta) | Tratamiento de Corona con baja dosis o control de energía superficial | (Dynes); Aumenta el tiempo de permanencia. |
| Rayado profundo | Longitud de ondade prueba de curado a través | de la cual (¿395nm?); Diluye la película de tinta. |
| Olor | Monómeros Poco Curados | Velocidad de prensado lenta; Aumentar la potencia; Cambia a tintas LM. |
| Tinta arrugada | demasiado espesa / curado superficial demasiado | rápido Anilox BCM bajo; Divide los colores pesados en dos mazos. |
Al entender la física detrás de los problemas comunes de curado UV con LED en flexo, puedes pasar de "adivinar y comprobar" a diseñar una solución. El LED es una tecnología robusta, pero exige precisión. Respeta la química, controla la dosis y tu prensa funcionará más rápido y limpia que nunca.
Share on Social:



- PREV: ¿Qué es el curado UV de alta velocidad?
- NEXT: Null