Cómo mejorar la adhesión de la tinta UV con los ajustes de curado LED


Lograr una adhesión a prueba de balas en sustratos difíciles es el "santo grial" de la impresión industrial por inyección de tinta. Probablemente ya sabes que mejorar la adhesión de la tinta UV con curado LED rara vez se trata de cambiar solo un ajuste; Es un delicado equilibrio entre física, química y ciencia de superficies.
Si ves que la tinta se desprende de polipropileno o fallan pruebas de cinta cruzada en cristal, los parámetros de curado de tus LED suelen ser el principal culpable. Incluso la formulación de tinta más cara fallará si la entrega de fotones—la energía UV real que llega al sustrato—no está optimizada para los fotoiniciadores específicos de esa tinta.
En esta guía, desmantelaremos el proceso de curado. Iremos más allá de los consejos básicos y profundizaremos en los ajustes específicos de longitud de onda, perfiles de irradiancia y cálculos de densidad energética que separan un enlace permanente de un lote rechazado.
¿Qué factores influyen en la adhesión de la tinta UV durante el curado?
La adhesión depende del exitoso entrecruzamiento de fotopolímeros en la interfaz del sustrato, impulsado por tres factores fundamentales: la coincidencia de la longitud de onda UV con los fotoiniciadores de tinta, la densidad total de energía (dosis) entregada a la capa de tinta y la energía superficial (nivel de dina) del material sobre el que se imprime.
La "Trinidad" de la adhesión UV
Cuando soluciono fallos de adhesión en la línea de producción de un cliente, visualizo la adhesión como un taburete de tres patas. Si una pierna es corta, todo se cae.
- Energía superficial del sustrato (mojabilidad): Antes incluso de hablar de curado, la tinta debe "humedecerse". Si imprimes en un plástico de bajo consumo como el HDPE (polietileno de alta densidad) sin tratamiento, la tinta se acumula perlas. La luz ultravioleta congela estas perlas en su lugar, creando un enlace mecánico débil.
Consejo de experto: Si usas impresión variable de datos a alta velocidad, tu "dosis" disminuye a medida que aumenta la velocidad. Para mantener la adhesión, debes aumentar la Irradiancia proporcionalmente al aumento de velocidad.
Para profundizar en la mecánica específica de estos parámetros en sistemas drop-on-demand, consulta nuestra guía sobre Cómo funciona el curado UV LED en impresión por inyección de tinta.
¿Cuál es la longitud de onda UV ideal para la adhesión de tinta?
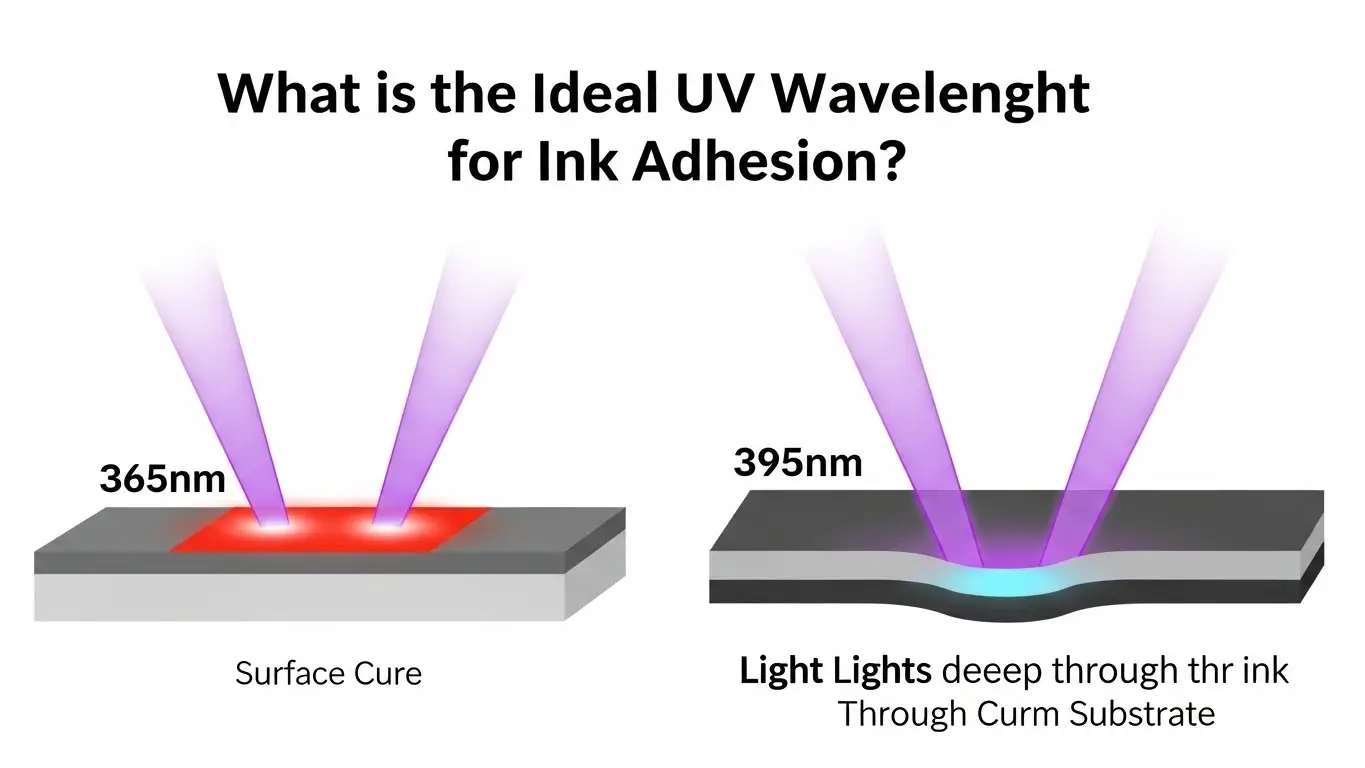
La longitud de onda ideal para maximizar la adhesión suele ser de 395 nm porque las longitudes de onda UV más largas penetran más profundamente en la capa de tinta que las más cortas (como 365 nm), asegurando que la energía UV llegue a la interfaz del sustrato para crear un fuerte enlace mecánico y químico.
Por qué 395nm es el estándar industrial para la adhesión
Si observas el espectro de absorción de la mayoría de las tintas industriales UV para inyección de tinta, verás que están optimizadas para el espectro UVA.
- 365nm (Onda Corta): Ideal para capas transparentes y curado superficial. Se detiene en la superficie. Si dependes únicamente de 365nm para tinta espesa y pigmentada, obtendrás un efecto de "arruga" donde la piel se encoge sobre tinta húmeda.
- 395nm (Onda Larga): Este es el caballo de batalla para la adhesión. Su onda más larga atraviesa el pigmento/opacidad de la tinta.
Mezcla de longitudes de onda para adhesión "híbrida"
Algunos sistemas avanzados de LED UV utilizan un enfoque de "doble longitud de onda".
- Dispara primero 395nm: Esto penetra profundamente y sujeta la tinta al sustrato, estableciendo la unión.
- Dispara 365 nm segundo: Esto sella la superficie, eliminando la pegajosidad.
Si tu configuración actual permite arreglos mixtos, prueba a polarizar la potencia hacia 395nm si la adhesión es tu principal punto de fallo.
¿Puede el sobrecurado o el curado insuficiente causar fallo en la adhesión?
Sí, ambos extremos destruyen la adhesión; el curado insuficiente deja el líquido de tinta en la interfaz, haciendo que se desprenda, mientras que el curado excesivo hace que el polímero de la tinta se contraiga y se vuelva quebradizo, creando tensión interna que "despeta" la tinta del sustrato.
La zona de polimerización "Ricitos de oro"
Es un mito común que "más potencia = mejor adhesión". Esto es falso.
Los peligros del sobrecurado (El efecto de fragilidad)
Cuando la tinta UV polimeriza, se encoge. Si pulverizas una capa fina de tinta con energía excesiva (por ejemplo, funcionando al 100% de potencia a velocidades muy bajas), la tinta se cura tan instantánea y violentamente que se despega del sustrato.
- Síntoma: La tinta pasa la prueba de torsión del pulgar pero no pasa la prueba de la cinta de hacelado. Se desprende como caramelos duros.
- Solución: Reducir la intensidad del LED al 70-80% y permitir que los fotoiniciadores reaccionen un poco más despacio, reduciendo el estrés interno.
Los peligros de la incuración
- Síntoma: La tinta se siente pegajosa o "grasienta" en la parte inferior cuando se despega hacia arriba.
- Solución: Comprueba si el uso de tu lámpara ha superado las 20.000 horas (la vida útil típica de los LEDs) o si la ventana de cuarzo está sucia. El polvo en la ventana de la lámpara puede reducir la irradiancia en un 30%, lo suficiente para matar la adhesión.
Elegir el hardware adecuado es la mitad de la batalla aquí. Para obtener información sobre cómo seleccionar una lámpara que permita una modulación precisa, lee sobre ¿Qué lámpara de curado LED UV es la mejor para impresión por inyección de tinta?.
¿Cómo optimizar la velocidad de impresión para una mejor adhesión?
Ralentizar la velocidad de impresión aumenta el "tiempo de permanencia" (tiempo de exposición) de la tinta bajo la luz ultravioleta, incrementando significativamente la dosis total de energía entregada, lo que mejora la densidad de reticulación y la unión química con el sustrato.
La relación velocidad vs. potencia
Cuando aumentas la velocidad de transporte de tu cinta transportadora o cabeza de impresión, estás "robando" la tinta de luz.
Escenario: Estás imprimiendo en acrílico a 1 m/s y la adhesión es perfecta. Aceleras el trabajo y aceleras hasta 1,5 m/s. De repente, la tinta se descascara.
Por qué: Redujiste la Densidad Energética (Dosis) en un 33%.
La solución:
- Escalado lineal: Si aumentas la velocidad en un 50%, aumentas la potencia UV en un 50% (si tienes margen).
- Doble pasada: Si tienes el máximo de potencia, haz un pase de curado "en blanco" (sin imprimir nada, solo curando) para añadir una dosis extra de energía.
¿Por qué es necesario el pretratamiento superficial para algunos sustratos?
Los materiales de baja energía superficial como el polipropileno (PP) y el polietileno (PE) son químicamente inertes y no porosos; los métodos de pretratamiento como corona, plasma o cebadores químicos aumentan el nivel de dyne superficial para permitir que la tinta UV se humedece y se adhiera físicamente.
Cuando los ajustes del LED no son suficientes
A veces, ningún ajuste de LED soluciona el problema. La adhesión es química.
- Vidrio y metal: Son notoriamente difíciles. La superficie es lisa y no porosa. Casi siempre necesitas un promotor químico de adhesión (imprimación). Consejo profesional: Utiliza una imprimación digital que se inyecte a través del cabezal de impresión si es posible. Esto asegura que la imprimación esté solo donde está la tinta, preservando el brillo del vidrio sin imprimir.
- Plásticos (PP/EPE/PET): Necesitas alterar la superficie molecularmente.
- Tratamiento Corona: Utiliza descarga de alta tensión para oxidar la superficie.
- Tratamiento con llama: Una llama literal pasa sobre el objeto (común en la impresión en botella) para quemar contaminantes y aumentar la energía superficial.
¿Cómo solucionar problemas comunes de adhesión?
La resolución de problemas comienza verificando la energía superficial del sustrato (prueba de Dyne Pen), seguida de la comprobación de la salida de la lámpara UV con un radiómetro para asegurar una irradiancia consistente, y finalmente realizando pruebas estandarizadas de adhesión (ASTM D3359) para aislar el modo de fallo.
La lista de comprobación de solución de problemas "Cure & bond"
Si te enfrentas a una crisis en la zona de producción, sigue esta jerarquía:
- La prueba de Dyne: Utiliza un bolígrafo de dyne (por ejemplo, 38 dyne). Desliza la tela sobre el material. Si la tinta perla en menos de 2 segundos, la energía superficial es demasiado baja. Deja de imprimir. Limpia el sustrato con alcohol isopropílico (IPA) o aplica imprimación.
- La comprobación de la ventana: Mira la ventana de cuarzo de cristal de tu lámpara LED UV. ¿Hay niebla? ¿Salpicaduras de tinta? ¿Polvo? Escenario real: Una vez solucioné un fallo "misterioso" de adhesión limpiando una fina capa de barniz vaporizado de la ventana LED. La potencia subió de nuevo un 15%.
- La prueba de frota: Frota la huella con el pulgar inmediatamente después de curar. Si se emborrona, está poco curado. Necesitas más potencia o velocidad más lenta. Si no se emborrona pero luego se desprende, es un fallo de interfaz (tensión superficial o sobrecurado). Lecturas recomendadas: Para pasos específicos para prevenir problemas de tinta húmeda, consulta Cómo prevenir la mancha de tinta UV con un curado adecuado del LED.
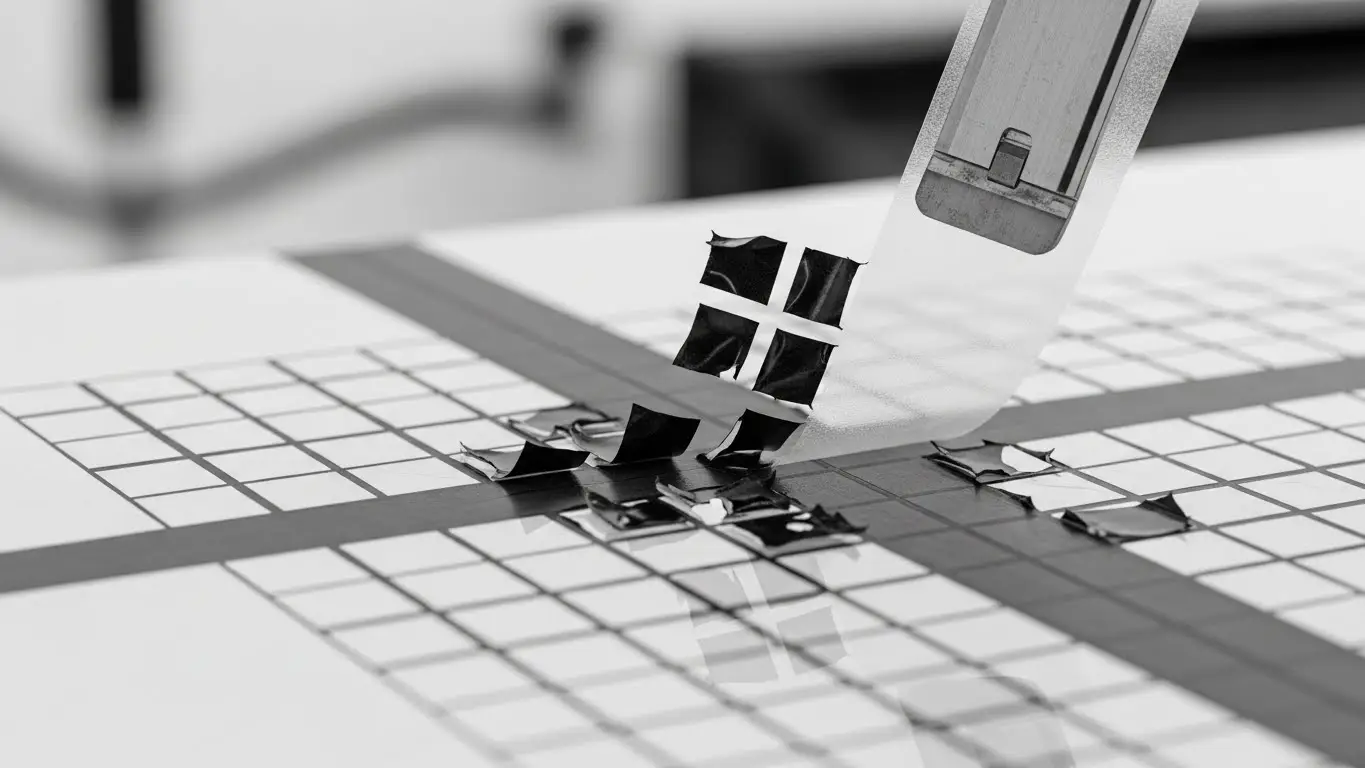
- La prueba de tramado cruzado (ASTM D3359): Usa una maquinilla para cortar un patrón # en la tinta. Aplica cinta sensible a la presión (como 3M 600) y arráncala a 180 grados.
- 5B (0% de eliminación): Perfecto.
- 0B (Mayor del 65% de eliminación): Fallo total.
Advanced: La técnica de "fijación"
Si usas una impresora de escaneo (donde la cabeza se mueve de un lado a otro), puedes usar el clavado LED.
- Cura de bajo consumo (Anclar): Congela la forma del punto inmediatamente para que no sangre.
- Cura de alta potencia (Final): Solidifica el vínculo.
Ajustar la proporción entre ambos puede mejorar drásticamente la adhesión en sustratos difíciles y resbaladizos.
Conclusión
Dominar cómo mejorar la adhesión de la tinta UV con curado LED requiere que dejes de mirar la impresora como una "caja negra". Es un reactor químico.
Debes alinear la longitud de onda (normalmente 395nm para la adhesión) con la química de la tinta. Debes equilibrar la irradiancia para penetrar la capa de tinta sin que se sobrecure y que la tinta se rompa. Y debes respetar la necesidad del sustrato para la preparación de la energía superficial.
Ajustando sistemáticamente la velocidad de impresión, manteniendo las lámparas LED y utilizando los pretratamientos adecuados, puedes convertir la adhesión de un dolor de cabeza diario en una ciencia predecible y repetible.
Para un desglose completo de todo el ecosistema de tecnología LED, consulta nuestra guía completa de curado de tinta LED Guía de curado de tinta LED UV.
Preguntas frecuentes (FAQ)
¿Puedo simplemente aumentar la potencia de la lámpara UV al 100% para arreglar la adhesión?
No siempre. Aunque una mayor potencia aumenta la dosis, también puede causar un "choque térmico" o contracción en la película de tinta, lo que provoca fragilidad y descamación. A menudo es mejor optimizar la longitud de onda específica o ralentizar la velocidad de impresión.
¿Por qué mi tinta se adhiere al plástico blanco y no al negro?
El plástico negro suele contener negro de carbono, que puede absorber la luz ultravioleta, reduciendo el reflejo de nuevo en la tinta. Además, los plásticos negros pueden tener diferentes agentes desmoldantes (aceites) en la superficie. Siempre limpia y trata superficialmente los sustratos negros de forma más agresiva.
¿Cómo sé si mi lámpara UV LED se está apagando?
A diferencia de las lámparas de mercurio que parpadean, los LED simplemente se atenuan. No puedes verlo a simple vista. Debes usar un radiómetro UV calibrado específicamente para LED (395nm) para medir la salida (W/cm²) de forma regular.
Nota de experiencia: He visto a operadores subir la potencia UV al 100% intentando arreglar la adhesión, solo para descubrir que el problema era realmente la tensión superficial. Si tu sustrato está por debajo de 38-40 dynes/cm, ninguna cantidad de potencia LED hará que la tinta se pegue.
- Formulación de la tinta y respuesta del fotoiniciador: Las tintas UV contienen monómeros, oligómeros y fotoiniciadores. Los fotoiniciadores son el "disparador". Necesitan una "llave" específica (longitud de onda) para desbloquear. Si tu tinta está diseñada para curado a 395nm pero la lámpara se desplaza o se ajusta mal, la reacción nunca llega al fondo de la capa de tinta (la interfaz), lo que resulta en fallos de adhesión.
- El parámetro de curado (el foco de esta guía): Aquí es donde tienes más control. Manipulando la irradiancia (W/cm²) y la densidad energética (J/cm²), determinas si la tinta se endurece y quebradiza (lo que a menudo provoca descamación) o si dura y flexible (mejor adhesión).
¿Cómo afectan los ajustes de curado de LEDs a la adhesión?
Los ajustes de curado LED controlan directamente la profundidad de curado; una irradiancia (intensidad) de pico alto impulsa la energía UV a través de la película de tinta para adherirse al sustrato, mientras que la densidad total de energía (dosis) asegura una polimerización completa para evitar la pegajosidad.
La mecánica de "Through-Cure"
Para mejorar la adhesión, debes lograr lo que llamamos "curación continua".
En las lámparas tradicionales de arco de mercurio, tenías un amplio espectro de calor y luz. El LED UV es diferente: es estrecho y frío. Esto significa que debes ser quirúrgico con tus ajustes.
- Cura superficial vs. Cura Directa:
- El problema: Si tienes un fallo de adhesión alto (la tinta se despega en una lámina), probablemente tengas un curado superficial excelente pero un curado continuo pobre. La parte superior formaba una piel, bloqueando la luz UV para que no llegara a la parte inferior, donde ocurre la adhesión.
- La solución: A menudo necesitas un pico de irradiancia más alto para atravesar los pigmentos (especialmente colores densos como el negro o el blanco) y llegar al sustrato.
Irradiancia vs. dosis: una distinción crítica
Consejo de experto: Si usas impresión variable de datos a alta velocidad, tu "dosis" disminuye a medida que aumenta la velocidad. Para mantener la adhesión, debes aumentar la Irradiancia proporcionalmente al aumento de velocidad.
Para profundizar en la mecánica específica de estos parámetros en sistemas drop-on-demand, consulta nuestra guía sobre Cómo funciona el curado UV LED en impresión por inyección de tinta.
¿Cuál es la longitud de onda UV ideal para la adhesión de tinta?
La longitud de onda ideal para maximizar la adhesión suele ser de 395 nm porque las longitudes de onda UV más largas penetran más profundamente en la capa de tinta que las más cortas (como 365 nm), asegurando que la energía UV llegue a la interfaz del sustrato para crear un fuerte enlace mecánico y químico.
Por qué 395nm es el estándar industrial para la adhesión
Si observas el espectro de absorción de la mayoría de las tintas industriales UV para inyección de tinta, verás que están optimizadas para el espectro UVA.
- 365nm (Onda Corta): Ideal para capas transparentes y curado superficial. Se detiene en la superficie. Si dependes únicamente de 365nm para tinta espesa y pigmentada, obtendrás un efecto de "arruga" donde la piel se encoge sobre tinta húmeda.
- 395nm (Onda Larga): Este es el caballo de batalla para la adhesión. Su onda más larga atraviesa el pigmento/opacidad de la tinta.
Mezcla de longitudes de onda para adhesión "híbrida"
Algunos sistemas avanzados de LED UV utilizan un enfoque de "doble longitud de onda".
- Dispara primero 395nm: Esto penetra profundamente y sujeta la tinta al sustrato, estableciendo la unión.
- Dispara 365 nm segundo: Esto sella la superficie, eliminando la pegajosidad.
Si tu configuración actual permite arreglos mixtos, prueba a polarizar la potencia hacia 395nm si la adhesión es tu principal punto de fallo.
¿Puede el sobrecurado o el curado insuficiente causar fallo en la adhesión?
Sí, ambos extremos destruyen la adhesión; el curado insuficiente deja el líquido de tinta en la interfaz, haciendo que se desprenda, mientras que el curado excesivo hace que el polímero de la tinta se contraiga y se vuelva quebradizo, creando tensión interna que "despeta" la tinta del sustrato.
La zona de polimerización "Ricitos de oro"
Es un mito común que "más potencia = mejor adhesión". Esto es falso.
Los peligros del sobrecurado (El efecto de fragilidad)
Cuando la tinta UV polimeriza, se encoge. Si pulverizas una capa fina de tinta con energía excesiva (por ejemplo, funcionando al 100% de potencia a velocidades muy bajas), la tinta se cura tan instantánea y violentamente que se despega del sustrato.
- Síntoma: La tinta pasa la prueba de torsión del pulgar pero no pasa la prueba de la cinta de hacelado. Se desprende como caramelos duros.
- Solución: Reducir la intensidad del LED al 70-80% y permitir que los fotoiniciadores reaccionen un poco más despacio, reduciendo el estrés interno.
Los peligros de la incuración
- Síntoma: La tinta se siente pegajosa o "grasienta" en la parte inferior cuando se despega hacia arriba.
- Solución: Comprueba si el uso de tu lámpara ha superado las 20.000 horas (la vida útil típica de los LEDs) o si la ventana de cuarzo está sucia. El polvo en la ventana de la lámpara puede reducir la irradiancia en un 30%, lo suficiente para matar la adhesión.
Elegir el hardware adecuado es la mitad de la batalla aquí. Para obtener información sobre cómo seleccionar una lámpara que permita una modulación precisa, lee sobre ¿Qué lámpara de curado LED UV es la mejor para impresión por inyección de tinta?.
¿Cómo optimizar la velocidad de impresión para una mejor adhesión?
Ralentizar la velocidad de impresión aumenta el "tiempo de permanencia" (tiempo de exposición) de la tinta bajo la luz ultravioleta, incrementando significativamente la dosis total de energía entregada, lo que mejora la densidad de reticulación y la unión química con el sustrato.
La relación velocidad vs. potencia
Cuando aumentas la velocidad de transporte de tu cinta transportadora o cabeza de impresión, estás "robando" la tinta de luz.
Escenario: Estás imprimiendo en acrílico a 1 m/s y la adhesión es perfecta. Aceleras el trabajo y aceleras hasta 1,5 m/s. De repente, la tinta se descascara.
Por qué: Redujiste la Densidad Energética (Dosis) en un 33%.
La solución:
- Escalado lineal: Si aumentas la velocidad en un 50%, aumentas la potencia UV en un 50% (si tienes margen).
- Doble pasada: Si tienes el máximo de potencia, haz un pase de curado "en blanco" (sin imprimir nada, solo curando) para añadir una dosis extra de energía.
¿Por qué es necesario el pretratamiento superficial para algunos sustratos?
Los materiales de baja energía superficial como el polipropileno (PP) y el polietileno (PE) son químicamente inertes y no porosos; los métodos de pretratamiento como corona, plasma o cebadores químicos aumentan el nivel de dyne superficial para permitir que la tinta UV se humedece y se adhiera físicamente.
Cuando los ajustes del LED no son suficientes
A veces, ningún ajuste de LED soluciona el problema. La adhesión es química.
- Vidrio y metal: Son notoriamente difíciles. La superficie es lisa y no porosa. Casi siempre necesitas un promotor químico de adhesión (imprimación). Consejo profesional: Utiliza una imprimación digital que se inyecte a través del cabezal de impresión si es posible. Esto asegura que la imprimación esté solo donde está la tinta, preservando el brillo del vidrio sin imprimir.
- Plásticos (PP/EPE/PET): Necesitas alterar la superficie molecularmente.
- Tratamiento Corona: Utiliza descarga de alta tensión para oxidar la superficie.
- Tratamiento con llama: Una llama literal pasa sobre el objeto (común en la impresión en botella) para quemar contaminantes y aumentar la energía superficial.
¿Cómo solucionar problemas comunes de adhesión?
La resolución de problemas comienza verificando la energía superficial del sustrato (prueba de Dyne Pen), seguida de la comprobación de la salida de la lámpara UV con un radiómetro para asegurar una irradiancia consistente, y finalmente realizando pruebas estandarizadas de adhesión (ASTM D3359) para aislar el modo de fallo.
La lista de comprobación de solución de problemas "Cure & bond"
Si te enfrentas a una crisis en la zona de producción, sigue esta jerarquía:
- La prueba de Dyne: Utiliza un bolígrafo de dyne (por ejemplo, 38 dyne). Desliza la tela sobre el material. Si la tinta perla en menos de 2 segundos, la energía superficial es demasiado baja. Deja de imprimir. Limpia el sustrato con alcohol isopropílico (IPA) o aplica imprimación.
- La comprobación de la ventana: Mira la ventana de cuarzo de cristal de tu lámpara LED UV. ¿Hay niebla? ¿Salpicaduras de tinta? ¿Polvo? Escenario real: Una vez solucioné un fallo "misterioso" de adhesión limpiando una fina capa de barniz vaporizado de la ventana LED. La potencia subió de nuevo un 15%.
- La prueba de frota: Frota la huella con el pulgar inmediatamente después de curar. Si se emborrona, está poco curado. Necesitas más potencia o velocidad más lenta. Si no se emborrona pero luego se desprende, es un fallo de interfaz (tensión superficial o sobrecurado). Lecturas recomendadas: Para pasos específicos para prevenir problemas de tinta húmeda, consulta Cómo prevenir la mancha de tinta UV con un curado adecuado del LED.
- La prueba de tramado cruzado (ASTM D3359): Usa una maquinilla para cortar un patrón # en la tinta. Aplica cinta sensible a la presión (como 3M 600) y arráncala a 180 grados.
- 5B (0% de eliminación): Perfecto.
- 0B (Mayor del 65% de eliminación): Fallo total.
Advanced: La técnica de "fijación"
Si usas una impresora de escaneo (donde la cabeza se mueve de un lado a otro), puedes usar el clavado LED.
- Cura de bajo consumo (Anclar): Congela la forma del punto inmediatamente para que no sangre.
- Cura de alta potencia (Final): Solidifica el vínculo.
Ajustar la proporción entre ambos puede mejorar drásticamente la adhesión en sustratos difíciles y resbaladizos.
Conclusión
Dominar cómo mejorar la adhesión de la tinta UV con curado LED requiere que dejes de mirar la impresora como una "caja negra". Es un reactor químico.
Debes alinear la longitud de onda (normalmente 395nm para la adhesión) con la química de la tinta. Debes equilibrar la irradiancia para penetrar la capa de tinta sin que se sobrecure y que la tinta se rompa. Y debes respetar la necesidad del sustrato para la preparación de la energía superficial.
Ajustando sistemáticamente la velocidad de impresión, manteniendo las lámparas LED y utilizando los pretratamientos adecuados, puedes convertir la adhesión de un dolor de cabeza diario en una ciencia predecible y repetible.
Para un desglose completo de todo el ecosistema de tecnología LED, consulta nuestra guía completa de curado de tinta LED Guía de curado de tinta LED UV.
Preguntas frecuentes (FAQ)
¿Puedo simplemente aumentar la potencia de la lámpara UV al 100% para arreglar la adhesión?
No siempre. Aunque una mayor potencia aumenta la dosis, también puede causar un "choque térmico" o contracción en la película de tinta, lo que provoca fragilidad y descamación. A menudo es mejor optimizar la longitud de onda específica o ralentizar la velocidad de impresión.
¿Por qué mi tinta se adhiere al plástico blanco y no al negro?
El plástico negro suele contener negro de carbono, que puede absorber la luz ultravioleta, reduciendo el reflejo de nuevo en la tinta. Además, los plásticos negros pueden tener diferentes agentes desmoldantes (aceites) en la superficie. Siempre limpia y trata superficialmente los sustratos negros de forma más agresiva.
¿Cómo sé si mi lámpara UV LED se está apagando?
A diferencia de las lámparas de mercurio que parpadean, los LED simplemente se atenuan. No puedes verlo a simple vista. Debes usar un radiómetro UV calibrado específicamente para LED (395nm) para medir la salida (W/cm²) de forma regular.
Share on Social:



- PREV: ¿Qué es un dispositivo UV compacto?
- NEXT: Introducción