Cómo evitar que la tinta UV se emborrone con un curado adecuado de LED


Prevenir la mancha de tinta UV requiere un equilibrio preciso entre la irradiancia (intensidad) de los LED UV para superar la inhibición del osígeno en la superficie, y una densidad energética (dosis) suficiente para asegurar la adhesión al sustrato. Si tus impresiones son pegajosas o borrosas, el problema suele deberse a una discrepancia entre la velocidad de la línea, la longitud de onda de la lámpara y la formulación de la tinta.
En esta guía, resolveremos tu proceso de curado controlando:
- Irradiancia máxima: Romper la "barrera del osígeno" para una superficie seca.
- Densidad energética: Asegurar un curado profundo para la adhesión.
- Adaptación de longitud de onda: Alineación de salidas de 365nm-405nm con fotoiniciadores de tinta.
- Estrategias de fijación: Congelar puntos antes de la cura final.
- Mantenimiento de lámparas: Limpieza de ópticas para restaurar la energía perdida.
Para una comprensión más amplia de los fundamentos, puedes consultar nuestra guía completa de curado de tinta LED UV LED para curado.
Por qué la tinta UV mancha: La ciencia del "subcurado"
Cuando la tinta UV se emborrona, rara vez es "tinta mala". Casi siempre se trata de un fallo de la reacción química conocida como polimerización. A diferencia de las tintas con disolvente que se secan por evaporación, las tintas UV curan instantáneamente cuando los fotoiniciadores absorben la luz ultravioleta.
Sin embargo, dos tipos distintos de fallo causan la difuminación:
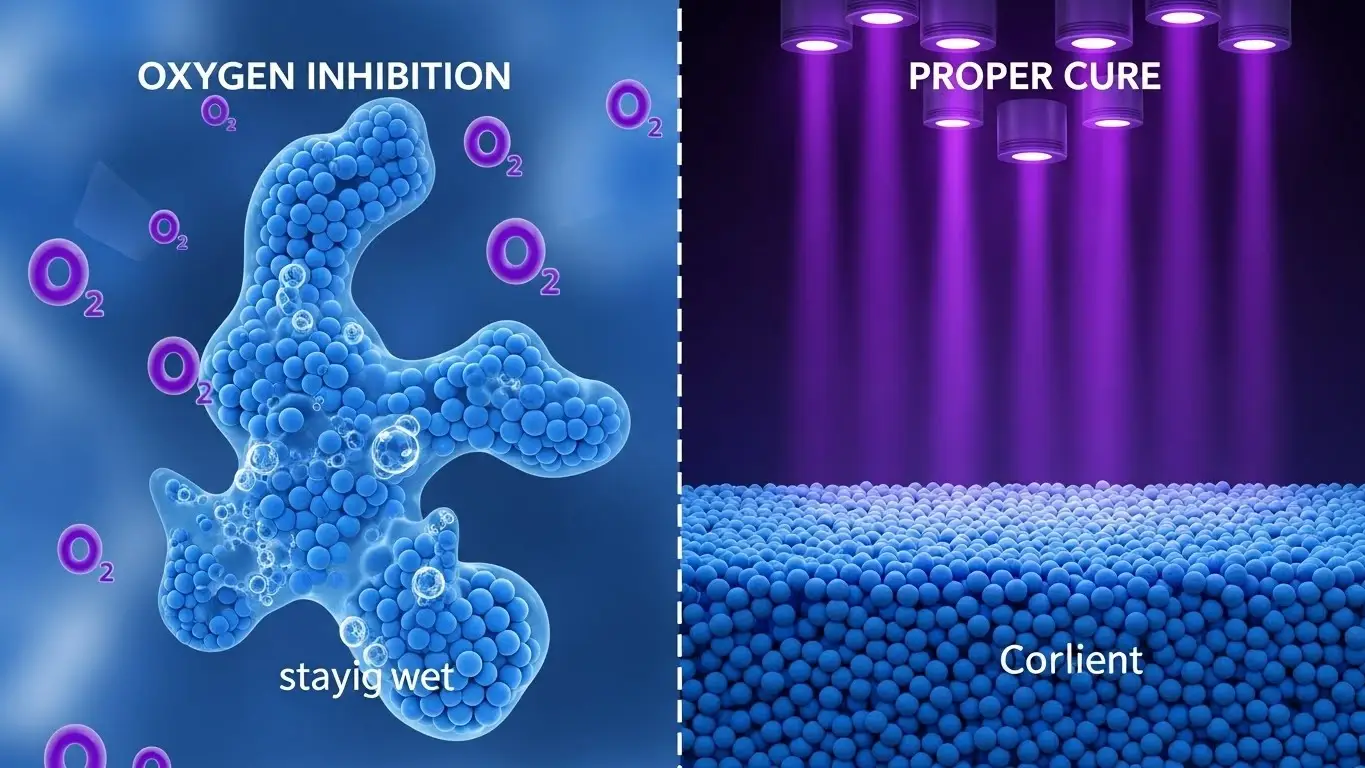
- Adherencia superficial (inhibición de osígeno): La parte inferior de la capa de tinta está curada, pero la parte superior permanece pegajosa. Esto ocurre porque el osígeno en el aire bloquea químicamente el curado en la propia superficie. Para solucionar esto, necesitas una irradiancia máxima más alta (medida en W/cm²) para "perforar" la barrera de oxígeno.
- Fallo en curado completo: La superficie está seca, pero la tinta se despega o se arruga. Esto significa que la luz ultravioleta no penetró lo suficiente como para unir la tinta al material. Esto suele requerir una mayor densidad de energía (medida en J/cm²), que es un factor de tiempo y potencia.
Entender cómo funciona el curado con LED UV en la impresión por inyección de tinta es fundamental: a diferencia de las lámparas de mercurio de amplio espectro, los LED emiten una banda estrecha de luz. Si esa banda no alcanza la energía de activación específica de tu tinta, la reacción se detendrá, provocando manchas.
5 causas comunes de mancha de tinta (y cómo solucionarlas)
Si ves tinta húmeda o desprendimiento, revisa primero estos cinco culpables.
1. Longitudes de onda desajustadas
Las lámparas LED UV suelen emitir a 365nm, 385nm, 395nm o 405nm. Si tu tinta está formulada para reaccionar principalmente a 365nm (curado superficial) pero tus lámparas son de 395nm (curado profundo), podrías acabar con una superficie pegajosa. Verifica siempre la Hoja de Datos Técnicos (TDS) de tu tinta.
2. Ventanas de lámpara sucias
Este es el descuido más común. Los sistemas de curado UV suelen estar situados cerca de los cabezales de impresión, donde se acumula niebla de tinta. Una fina capa de tinta curada en la ventana de cuarzo puede reducir la salida de UV entre un 30 y un 50%.
- La solución: Inspecciona el cristal de la lámpara a diario. Si parece borroso, está bloqueando la energía UV necesaria para una curación completa.
3. Velocidad vs. Desequilibrio de dosis
Aumentar la velocidad de la línea disminuye el "tiempo de permanencia" — el tiempo que la tinta está expuesta a la luz ultravioleta. Si duplicas la velocidad, reduces a la mitad la dosis total de energía.
- La solución: Si aceleras la correa, debes aumentar proporcionalmente la intensidad del LED o añadir más módulos de curado.
4. Espesor de tinta (opacidad)
Las tintas muy pigmentadas (especialmente las negras y blancas) actúan como bloqueadores UV. La tinta blanca refleja la luz ultravioleta, mientras que el negro la absorbe antes de llegar a la capa inferior.
- La solución: Las capas de tinta más gruesas requieren mayor densidad energética (velocidad más lenta) para curar hasta el sustrato.
5. Incompatibilidad de sustratos
Imprimir en materiales de baja energía superficial (como polipropileno o HDPE sin tratar) suele parecer un fallo de curado, pero en realidad es un fallo de adhesión. La tinta cura pero no se adhiere.
- La solución: Realiza una prueba de dinamismo en el material. Puede que necesites tratamiento contra la corona o una imprimación.
El "Arma Secreta": Implementando el fijamiento UV
Si tu tinta se está purgando o emborronando antes incluso de llegar a la lámpara de curado final, necesitas "alfilar".
El clavado implica usar una fuente LED UV de baja intensidad (normalmente inmediatamente después de la cabeza de impresión) para "congelar" la gota de tinta en su lugar. No cura completamente la tinta, pero aumenta la viscosidad lo suficiente como para evitar que el punto se extienda o se mezcle con otros colores.
Beneficios de fijar:
- Texto más nítido: Previene la ganancia de puntos.
- Control de color: evita que los colores mojados sobre mojados se mezclen.
- Reducción de la difuminación: La tinta es semisólida antes de llegar a la estación de curado de alta potencia.
- Consejo de configuración: Ajusta las lámparas de fijación a una intensidad del 10–20%. Si la tinta se agrieta o se despega más tarde, tu alfiler puede ser demasiado fuerte (curando demasiado la superficie demasiado pronto).
Optimizando la configuración de LEDs para una cura libre de borrones
Para eliminar el desmenuzado, debes optimizar la geometría y la potencia de tu instalación. Incluso la mejor lámpara de curado LED UV para impresión inyección de tinta fallará si se posiciona incorrectamente.
1. Minimizar la brecha (distancia de trabajo)
La intensidad de la luz ultravioleta sigue la Ley del Inverso del Cuadrado. Mover la lámpara de 2 mm a 10 mm lejos del sustrato puede provocar una pérdida masiva de irradiancia máxima.
- Distancia al objetivo: Mantenga un espacio de 2 mm a 5 mm entre la ventana emisora de LED y el sustrato para lograr el máximo impacto.
2. Ajustar la irradiancia vs. densidad energética
- Para arreglar superficies pegajosas (tack): Aumenta la intensidad (%) de tu mando. Necesitas una potencia máxima alta para superar la inhibición del oxígeno.
- Para corregir el roce (adhesión): Reduce la velocidad de la línea. Esto aumenta la dosis total de energía (tiempo de exposición) sin cambiar la intensidad.
3. Gestión térmica
Los LEDs sobrecalentados pierden eficiencia. Si tu unidad de curado está caliente (>40°C en la carcasa), la salida de UV baja, lo que provoca un curado inconsistente durante turnos largos. Asegúrate de que los enfriadores de agua o los ventiladores de aire funcionen correctamente.
Mantenimiento rutinario para prevenir futuras manchas
Una máquina limpia es una máquina consistente. Establece este protocolo sencillo para evitar que empareje antes de que empiece.
- Diario: Inspecciona la ventana de cuarzo de la matriz LED. Limpia con alcohol isopropílico al 99% > y un paño sin pelusa si ves alguna bruma visible.
- Semanalmente: Comprueba los niveles del fluido del enfriador (para sistemas refrigerados por agua) o limpia los filtros del ventilador (para sistemas refrigerados por aire).
- Mensualmente: Realiza una comprobación del radiómetro. Mide la salida real de UV a nivel de la banda para asegurarte de que los LEDs no se han degradado.
Error común: No uses limpiadores de cristal o disolventes estándar con aditivos hidratantes en la ventana de cuarzo; dejan un residuo que bloquea la luz ultravioleta.
FAQ: Resolución de problemas de impresiones UV adhesivas
¿Por qué mi impresión UV es pegajosa después de curar?
Las impresiones pegajosas suelen ser causadas por la "inhibición del oxígeno", donde el aire bloquea el curado superficial. Aumenta la irradiancia de pico del LED (potencia) o reduce la distancia entre la lámpara y el sustrato para solucionar esto.
¿Cómo puedo comprobar si la tinta UV está completamente curada?
Realiza la prueba de "giración del pulgar" (presiona y gira el pulgar sobre la huella) o la prueba de la cinta de tramado cruzado ASTM D3359. Si la tinta se transfiere a la piel o a la cinta, está poco curada.
¿Se puede curar en exceso la tinta UV?
Sí. Un curado excesivo puede hacer que la tinta se vuelva quebradiza, haciendo que se agriete o se desprenda cuando el material se dobla. También puede hacer que el sustrato se deforme por el exceso de calor.
Cuál es la mejor longitud de onda para el curado con LED UV?
La mayoría de las aplicaciones estándar de inyección de tinta usan 395nm para el curado profundo. Sin embargo, 365nm suele ser mejor para el curado superficial y las capas transparentes. Consulta la hoja técnica del fabricante de tu tinta para ver la longitud de onda requerida.
¿La humedad afecta al curado con UV?
Una humedad alta generalmente no afecta la reacción de curado UV en sí, pero sí puede afectar la tensión superficial del sustrato, lo que puede provocar mala adhesión o problemas de humectación.
¿Qué tan cerca debe estar la lámpara UV del papel?
Idealmente, la lámpara debería estar entre 2 mm y 5 mm del sustrato. Cada milímetro de distancia extra reduce significativamente la irradiancia máxima que llega a la tinta.
¿Por qué mi tinta UV negra no se cura? La
tinta negra absorbe la luz UV, impidiendo que penetre hasta la parte inferior de la capa. Puede que necesites reducir la velocidad de impresión (aumentar la dosis) o bajar la densidad/opacidad de la tinta.
Conclusión
El desmenuzamiento es un síntoma de un proceso desequilibrado, no necesariamente una impresora averiada. Asegurándote de que tus lámparas LED estén limpias, colocadas cerca del sustrato y ajustadas a la intensidad adecuada para superar la inhibición del oxígeno, puedes conseguir un acabado duradero y seco al tacto cada vez.
Si tienes dificultades para encontrar el equilibrio adecuado entre velocidad y calidad de curado, o necesitas actualizar tus módulos de curado actuales, contacta con el equipo de ingeniería de UVET para una evaluación del sistema.
Share on Social:



- PREV: ¿Qué es el curado UV de alta velocidad?
- NEXT: Null