Curado con LED UV para impresión: mejores prácticas para obtener resultados consistentes


El curado UV LED para impresión ha revolucionado la sala de prensa, ofreciendo secado instantáneo, eficiencia energética y la capacidad de hacer funcionar sustratos sensibles al calor sin distorsión. Sin embargo, lograr resultados consistentes requiere más que instalar una lámpara; Exige un enfoque estratégico para la integración, la gestión de parámetros y la operación diaria.
Ya sea que uses etiquetas flexo de banda estrecha o líneas digitales de alta velocidad, la estabilidad es el objetivo final. En mis años en la planta de producción, he aprendido que "parece seco" es la expresión más peligrosa en la impresión. La verdadera consistencia proviene de dominar las variables—irradiancia, dosis y longitud de onda—y fijarlas con un riguroso control del proceso. Esta guía cubre las mejores prácticas esenciales para asegurar que tu sistema de LED UV ofrezca una cura perfecta, turno tras turno.
¿Qué es el curado de LED UV para impresión y por qué está reemplazando al mercurio?
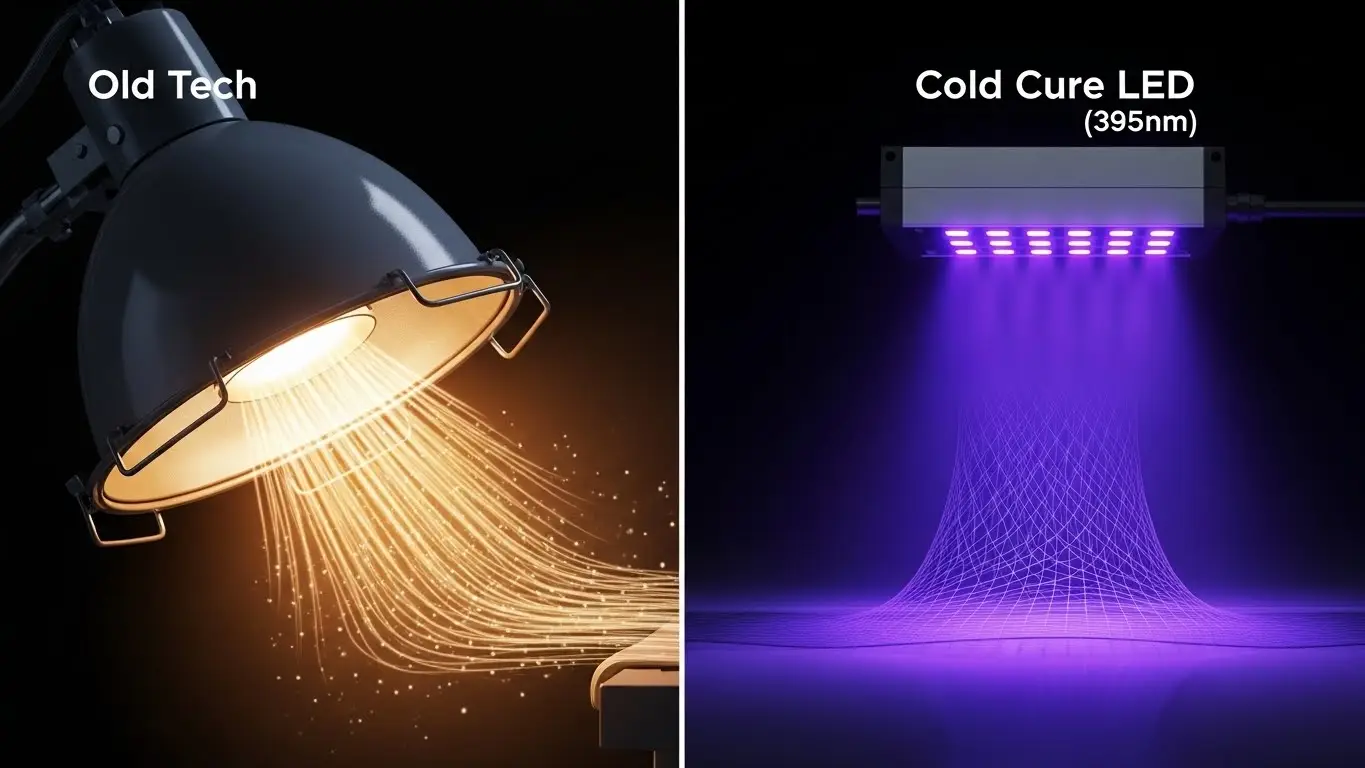
El curado con LED UV para impresión es un proceso de fotopolimerización que utiliza luz ultravioleta de espectro estrecho procedente de diodos emisores de luz (LED) para encolizar instantáneamente tintas, recubrimientos y adhesivos. A diferencia de las lámparas de arco de mercurio que emiten calor y ozono de amplio espectro, los sistemas LED proporcionan un curado enfocado y "frío" que mejora la eficiencia energética, reduce el mantenimiento y permite imprimir en películas finas y sensibles al calor.
El cambio de Mercurio a LED: Precisión sobre Potencia
La transición al LED no se trata solo de ahorrar electricidad; se trata de ganar control. Las lámparas tradicionales de mercurio se degradan de forma impredecible, desplazando su salida espectral con el tiempo. Esto obliga a los operadores a ajustar constantemente la velocidad de presión o a adivinar cuándo una bombilla es "demasiado antigua".
En cambio, los sistemas LED UV ofrecen:
- Encendido/apagado instantáneo: Sin tiempo de calentamiento, puedes apagar las lámparas entre trabajos o incluso entre etiquetas, reduciendo drásticamente el consumo de energía en espera.
- Gestión térmica: Al eliminar el calor infrarrojo (IR), se previene la deformación del sustrato. Una vez trabajé con un convertidor de manga retráctil que reducía sus residuos en un 15% simplemente porque el sistema LED no deformaba la película durante los parados de prensa.
- Salida constante: Los LEDs proporcionan irradiancia estable durante miles de horas, lo que significa que la cura que obtienes el lunes por la mañana es la misma que la del viernes por la tarde.
¿Por qué es crítica la consistencia en el curado de LEDs UV?
La consistencia en el curado con LED UV previene defectos costosos como la migración de tinta, el bloqueo (capas que se pegan entre sí) y una mala adhesión. Un proceso de curado estable garantiza que cada metro lineal de producto reciba la dosis energética exacta necesaria para polimerizar completamente la tinta, independientemente de las fluctuaciones en la velocidad de prensa o las condiciones ambientales.
Los peligros ocultos de la "subcuración"
El curado inconsistente suele ser invisible a simple vista. La superficie puede parecer sin pegadas, pero la capa inferior de la película de tinta—donde ocurre la adhesión al sustrato—podría permanecer líquida. Este fallo de "curado a través de la cura" suele manifestarse solo después de que el producto ha sido enviado, lo que conduce a devoluciones catastróficas en lotes.
Para mantener la coherencia, debes monitorizar tres variables principales:
- Irradiancia (intensidad máxima): Medida en vatios/cm², esta es la "perforación" de la luz que penetra profundamente en capas gruesas de tinta.
- Densidad de energía (dosis): Medida en julios/cm², es la acumulación total de energía a lo largo del tiempo.
- Coincidencia de longitud de onda: Asegurarte de que la salida de tu LED (normalmente 365nm, 385nm o 395nm) esté perfectamente alineada con los fotoiniciadores de tu tinta.
¿Cómo optimizo el curado de LED UV para flexo y etiquetas?
Para optimizar curado UV LED para flexo y etiquetas, ajusta la longitud de onda de tu lámpara a tu juego específico de tintas y asegúrate de que el sistema de refrigeración sea lo suficientemente robusto para mantener una salida estable a velocidades de prensado completas. La alineación correcta de la cabeza de la lámpara respecto al camino de la banda también es innegociable para una exposición uniforme.
Ubicación estratégica de la estación
En los flujos de trabajo flexo, no todas las estaciones necesitan la misma potencia de curado.
- Fijación vs. Curado completo: Utiliza lámparas de "fijación" de menor intensidad después de las estaciones iniciales de color para fijar la estructura de puntos y evitar ganancia. Guarda tus sistemas de alta potencia para el curado final o después de estaciones de cobertura pesada como las opacas blancas.
- Rodillos de refrigeración: Incluso con un LED "frío", la reacción química genera calor. Asegúrate de que tu camino de la red tenga suficiente capacidad de refrigeración si estás usando películas sin soporte.
Consejo profesional: "Si vas a hacer una instalación de remodelación, no te limites a atornillar los LEDs donde estaban las lámparas de mercurio. Los cabezales LED son más compactos. Acerca mucho la puntilla para reducir el tiempo entre la impresión y el curado, lo que agudiza mucho la calidad de los puntos."
¿Cuáles son los problemas comunes de curado UV con LED en Flexo?
Los problemas más https://www.uvndt.com/common-led-uv-curing-problems-in-flexo_blank
Resolución de problemas de la superficie "pegajosa"
La inhibición del ogénio es el enemigo del curado con rayos UV. Las moléculas de oxígeno en el aire pueden apagar la reacción de curado en la superficie misma de la tinta, dejándola pegajosa.
- La solución: Aumentar la irradiancia (potencia máxima) para acelerar la reacción más rápido de lo que el oxígeno puede interferir. Alternativamente, utiliza sistemas de inerciación de nitrógeno para aplicaciones sensibles en envases alimentarios.
Manejo de blancos opacos
Latinta blanca es notoriamente difícil porque los pigmentos de dióxido de titanio reflejan la luz ultravioleta.
- La solución: necesitas una irradiancia de pico alto para atravesar el reflejo. No te bases solo en la "dosis" (ralentizando la prensa); Necesitas potencia bruta (intensidad) para penetrar hasta la base.
| >Problema | probable Causa | sugerida |
| Fix Tack | superficial Inhibición de oxígeno | Aumentar la irradiancia máxima o usar una cámara de inertización. |
| Mal adherencia | Cura inferior | incompleta Verifica compatibilidad de fotoiniciadores de tinta con longitud de onda LED (por ejemplo, 395nm). |
| la matriz desigual | debandas | Limpia la ventana de cuarzo en la cabeza de la lámpara; comprueba si hay segmentos de diodo fallidos. |
| Deformación | Calor | excesivo Verifica el flujo del sistema de refrigeración; asegúrate de que el LED no esté sobrecargado más allá de las especificaciones. |
¿Cuáles son los beneficios y consideraciones de configuración para el curado UV de Flexo LED?
Los principales beneficios beneficios del curado UV con LED flexo son el ahorro drástico de energía, la capacidad de arranque instantáneo y la eliminación de conductos de extracción de ozono. Las consideraciones de configuración deben centrarse en la integración de la gestión térmica y en asegurar que la matriz de LED cubra el ancho máximo de la banda y un margen de seguridad.
ROI energético y eficiencia operativa
El retorno de inversión del LED suele calcularse en términos de ahorro energético, pero el tiempo operativo es donde realmente está el dinero.
- Sin persianas: Las lámparas de mercurio necesitan persianas mecánicas que se atascan y rompan. Los LEDs no.
- Vida útil más larga: Una matriz LED puede durar 20.000+ horas en comparación con las 1.000-2.000 horas de una bombilla de mercurio. Esto prácticamente elimina el tiempo de inactividad para cambiar la bombilla.
Instalación "Gotchas"
Al montar:
- Distancia de trabajo: Los LEDs pierden intensidad rápidamente con la distancia. Coloca la cabeza de la lámpara a 10 mm o 20 mm del sustrato para lograr la máxima eficiencia.
- Líneas de refrigeración: Si usas LEDs refrigerados por agua, asegúrate de que las tuberías de enfriamiento estén aisladas para evitar que la condensación gotee sobre la red.
¿Cómo dimensionar un sistema de curado LED UV para impresión para ancho de telaraña?
Para
La fórmula de talla explicada
No puedes adivinar el tamaño. Debes usar datos.
- P (Energía): El mJ/cm² que tu proveedor de tinta especifica para una curación completa.
- V (Velocidad): Tu velocidad máxima de producción (por ejemplo, 150 m/min).
- W (Potencia): La salida de la lámpara en mW/cm².
Ejemplo de cálculo:
Si tu tinta necesita 200 mJ/cm² y vas a 100 m/min (aproximadamente 166 cm/s), y tu lámpara entrega 8 vatios/cm² (8000 mW/cm²)... Tienes que calcular el tamaño de la ventana de exposición (longitud en la dirección del desplazamiento de la telaraña) para asegurarte de que la telaraña pase suficiente tiempo bajo la luz.
Sin embargo, para ancho de tela (dirección cruzada):
Si imprimes una lámpara de 330mm, no compres una lámpara de 330mm. Compra una lámpara de 350mm o 360mm.
- ¿por qué? Tejido de telaraña. Si la telaraña se desplaza aunque sea 5 mm hacia la izquierda, y tu lámpara tiene exactamente el ancho de la telaraña, el borde de la etiqueta quedará mojado. La tinta húmeda en los rodillos locos crea una pesadilla de limpieza que detiene la prensa durante horas.
Mejores prácticas para mantenimiento y monitorización
El mantenimiento rutinario de los sistemas LED UV implica la inspección diaria de la ventana de cuarzo para detectar niebla de tinta y la verificación semanal de la salida mediante un radiómetro calibrado. Mantener la óptica limpia es el factor más importante para mantener un poder de curado constante a lo largo de la vida útil del sistema.
La rutina "Limpiar y comprobar"
Los LEDs son robustos, pero no son invencibles.
- Limpieza óptica: La niebla de tinta y el polvo de papel se curan instantáneamente sobre el cristal de la lámpara. Usa un paño sin pelusa y alcohol isopropílico (o el limpiador recomendado por el fabricante) en cada turno. Una ventana sucia puede reducir la energía UV entre un 20 y un 30% en un solo día.
- Gestión de filtros: Si tu sistema está refrigerado por aire, revisa los filtros de admisión. Los filtros obstruidos provocan sobrecalentamiento, lo que automáticamente atenúa los LEDs para protegerlos, arruinando sutilmente la consistencia del curado.
- Radiometría: No confíes en la pantalla de la fuente de alimentación. Te indica qué energía va a la lámpara, no qué luz sale. Utiliza un "puck" o un radiómetro de tiras para medir la energía real que llega a la red.
Elegir las tintas y sustratos adecuados
Seleccionar las tintas adecuadas requiere verificar que la formulación esté específicamente "optimizada para LED" para reaccionar a anchos de banda estrechos como 395nm o 385nm. No des por hecho que las tintas UV tradicionales curan bajo luces LED; La química desajustada provoca una reticulación débil y fallos del producto.
Tintas LED de doble curado vs. tintas LED dedicadas
- Tintas de doble curado: Están formuladas para funcionar tanto con sistemas de mercurio como LED. Son geniales para periodos de transición, pero pueden ser un poco más lentos o más caros.
- Tintas específicas para LED: Estas son altamente reactivas a longitudes de onda estrechas específicas. Ofrecen las velocidades de curado más rápidas y las mejores propiedades físicas (resistencia a los arañazos, adhesión), pero no pueden curarse eficazmente con lámparas de mercurio.
Compatibilidad de sustratos:
Dado que los LEDs emiten calor infrarrojo insignificante, puedes ampliar tu cartera de productos para incluir:
- Manguitos termoretráctores (OPS, PETG)
- Películas finas sin soporte (BOPP, PE)
- Etiquetas sin forro sensibles al calor
Conclusión
Lograr resultados consistentes con el curado UV LED para impresión es una combinación de especificación correcta, integración inteligente y mantenimiento disciplinado. Cambia el juego de "esperar que se seque" a "saber que está curado".
Al entender la física del proceso—ajustar la longitud de onda a la tinta, dimensionar correctamente tu matriz para la web y mantener un control riguroso del proceso—puedes desbloquear todo el potencial de tu prensa. Reducirás los residuos, reducirás las facturas de energía y, lo más importante, entregarás un producto en el que puedas confiar.
¿Listo para mejorar tu proceso?
- Profundiza en aplicaciones específicas en nuestra guía sobre Curado UV LED para Flexo y Etiquetas.
- Soluciona problemas existentes con Problemas comunes de curado UV con LED en Flexo.
- ¿Planeando una nueva instalación? Reseña Curado UV LED Flexo: Beneficios y configuración.
- Asegúrate de un ajuste perfecto aprendiendo Cómo ajustar para el ancho de telaraña.
La constancia no es casualidad. Es una elección de ingeniería. Haz el correcto.


